


解决方案
SOLUTION
详细信息
电控线采用柔性化设计,通过RFID实现数据传输及信息绑定,作为新能源三电核心之一,装配过程中的数据采集、质量管理是整条线重点考虑因素。装配线涉及核心工艺如:拧紧、压装、焊接、涂胶、涂三防漆等,都能够自动实现质量管理及追溯,有效控制装配合格率。同时,装配线采用互换性工装夹具来实现不同产品的兼容。
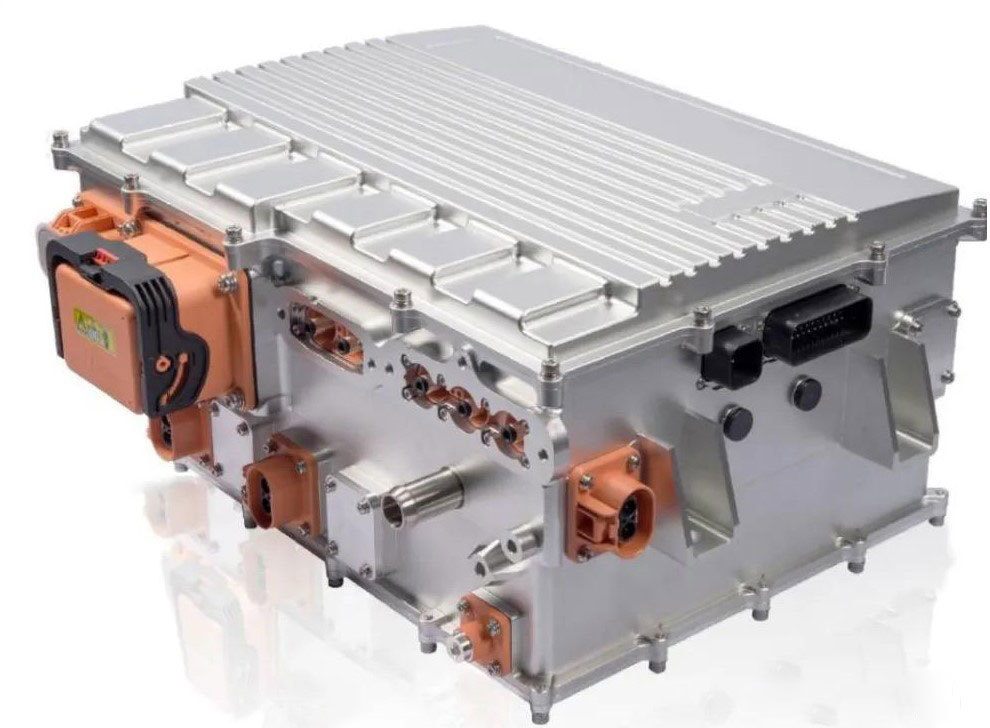
产品介绍:壳体分装线,IGBT分装线,主线,测试线等。
适用领域:新能源电驱控制器。
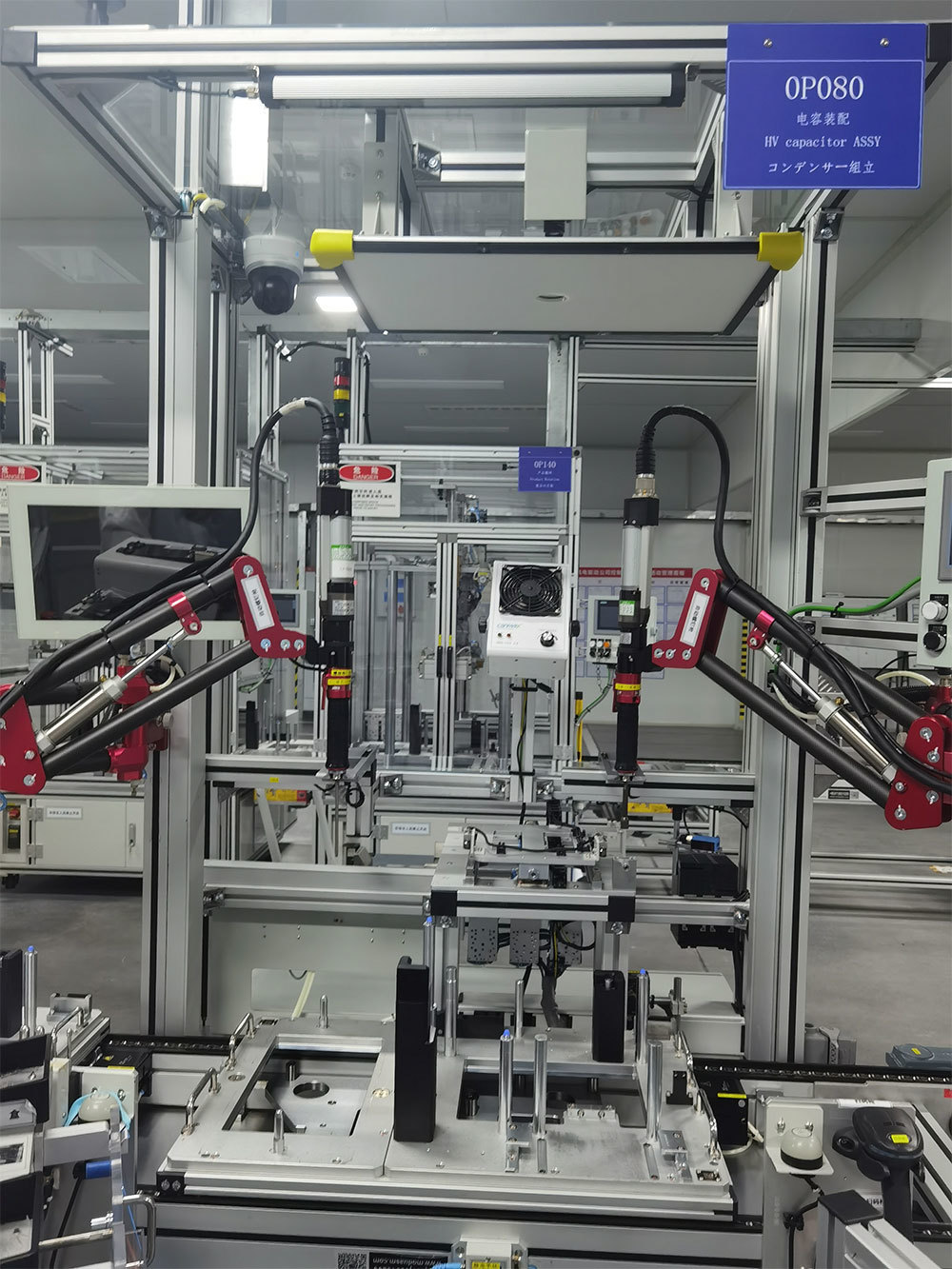
主要工艺:
盖板涂胶固化:装配前涂胶密封,然后通过红外线固化炉进行固化
波峰焊:IGBT板焊接,托盘流动自动焊接。
涂三防漆:IGBT板焊接后涂漆
AOI检测:对焊接效果进行检测,防止漏焊、虚焊
整体试漏:控制器整体试漏
螺栓拧紧:分为自动拧紧及人工拧紧
自动转线:装配线与测试线机器人自动转线
EOL测试:控制器烧写、电池充放电测试、电池安规检测、电池参数测试、BMS测试、辅助功能测试等
技术亮点:
其它方案
我要咨询
您好!
感谢您访问yl23455永利官方网站,如有合作意向或建议,请通过一下方式联系我们,我们会尽快与您联系,谢谢!
售后服务:400-1570-886
商务合作:023-67191932
简历投递:xzrsk01@mosesrobot.com
商务合作及售后服务:yyb@mosesrobot.com
加入供应商体系:cxb@mosesrobot.com
地址:重庆市渝北区朗月路6号(导航:yl23455永利官网)
手机版
官方公众号
钉钉企业主页
©️ 2022 yl23455永利官网 页面版权所有 网站建设:中企动力重庆 seo标签  渝公网安备50011202503039号 营业执照
渝公网安备50011202503039号 营业执照
- 售后服务 400-1570-886
- 售后服务
- 商务合作 023-67191932
- 商务合作
- 邮箱
- 在线留言
- 返回顶部